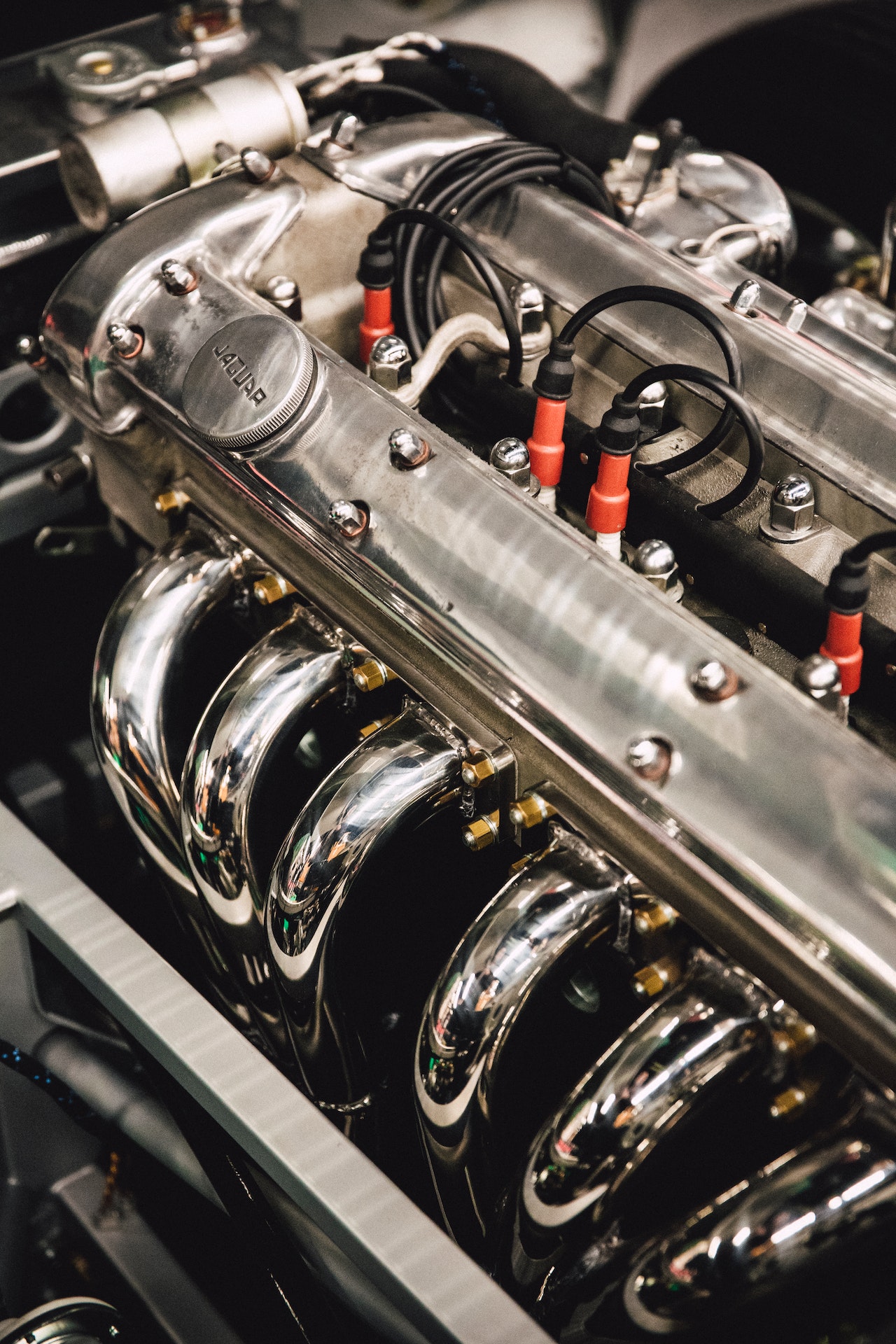
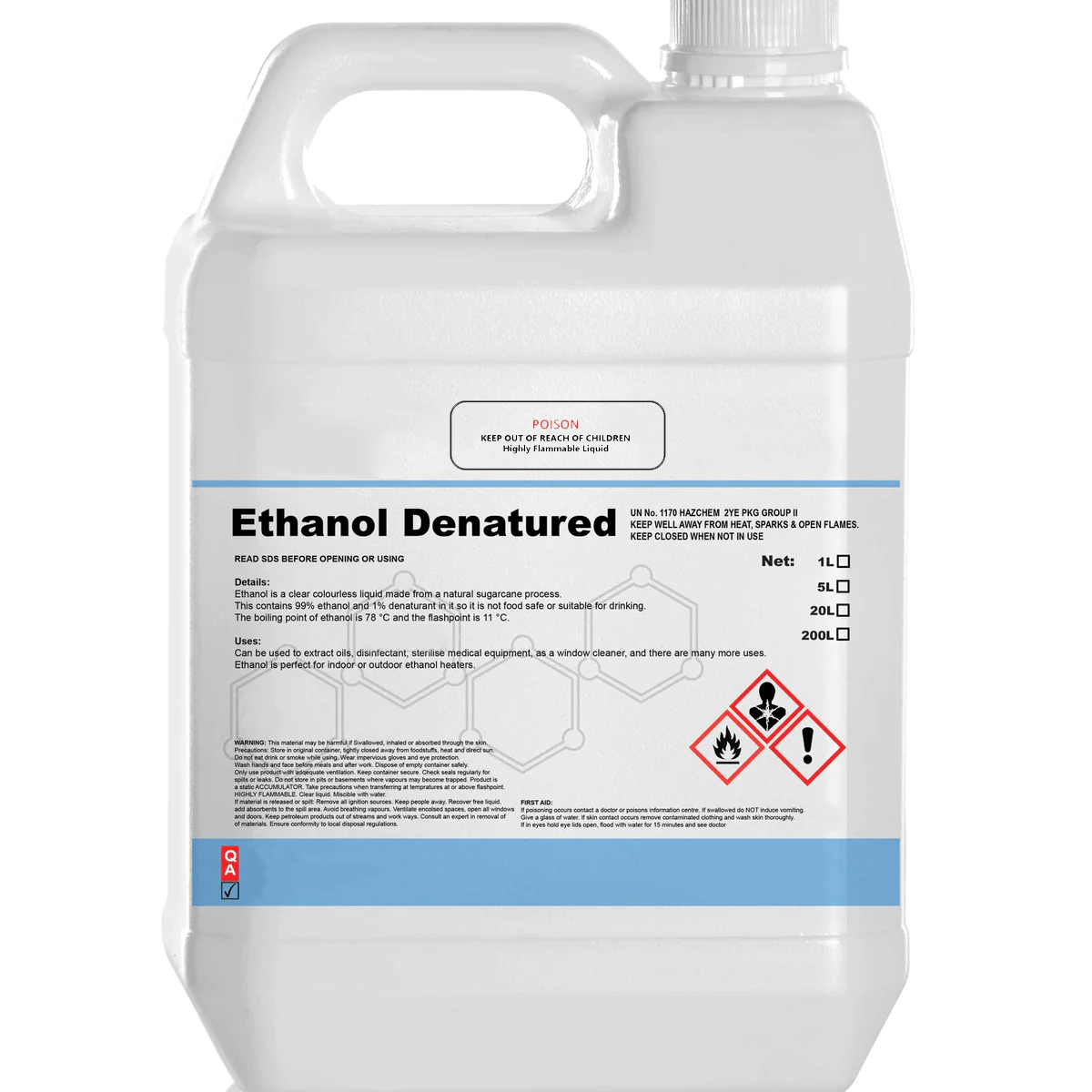
We are experts in providing high-grade ethanol suitable for a wide range of applications in sectors like pharmaceuticals, cosmetics, and the automotive industry. Our unwavering dedication to sourcing from trusted manufacturers, combined with our continuous investment in technology and research, ensures the purity and quality of our ethanol, compliant with industry standards. Moreover, our dedication to sustainable sourcing guarantees that our ethanol is both reliable and environmentally friendly, satisfying customer demands.